– Le dépôt de matière:
Dépôt de fil fondu (FDM)
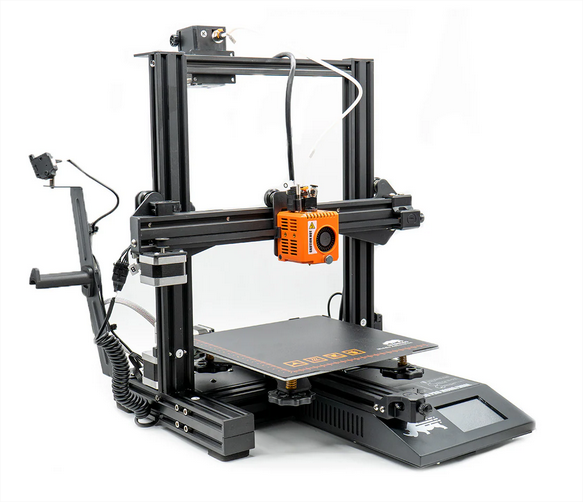
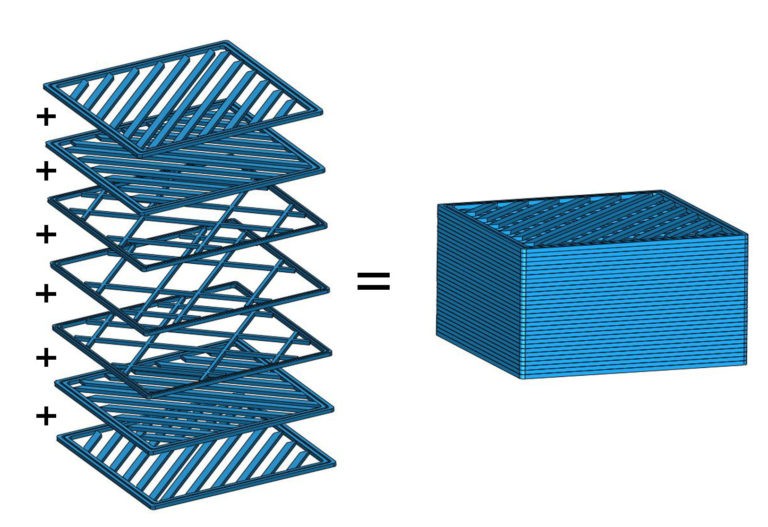
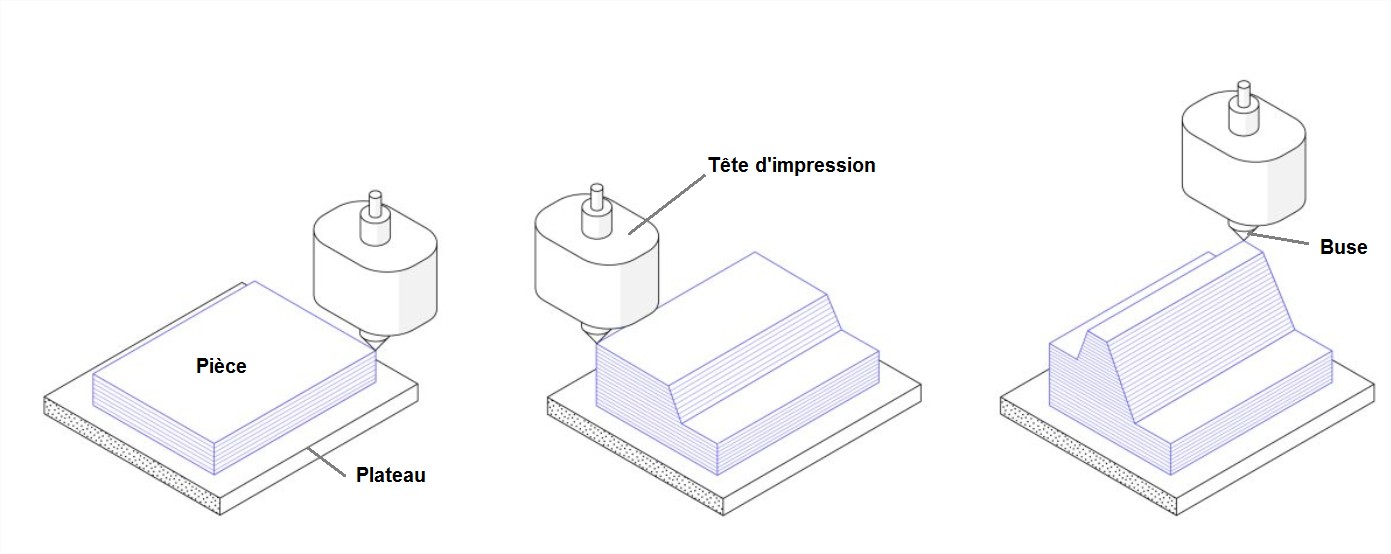
Dans le procédé FDM, une bobine de fil de 1,75mm de diamètre est chargée dans l'imprimante, puis alimente la tête d'extrusion, qui est équipée d'une buse chauffante. Une fois que la buse atteint la température désirée, un moteur entraîne le fil à travers la buse, le faisant fondre.
 L'imprimante déplace la tête d'extrusion en déposant le matériau fondu à des endroits précis, où il se refroidit et se solidifie (comme un pistolet à colle chaude très précis). Lorsqu'une couche est terminée, la plate-forme d'impression descend et le processus se répète jusqu'à ce que la pièce soit terminée.
L'imprimante déplace la tête d'extrusion en déposant le matériau fondu à des endroits précis, où il se refroidit et se solidifie (comme un pistolet à colle chaude très précis). Lorsqu'une couche est terminée, la plate-forme d'impression descend et le processus se répète jusqu'à ce que la pièce soit terminée.
Après l'impression, la pièce est généralement prête à l'emploi, mais elle peut nécessiter un post-traitement, comme le retrait des structures de support ou le ponçage de surface.
Le procédé par dépôt de fil fondu est le moyen le plus rentable de produire des pièces et des prototypes sur mesure en thermoplastique. En ce qui concerne ses limites, le procédé FDM a la plus faible résolution et précision dimensionnelle par rapport aux autres technologies d'impression 3D. Les pièces réalisées par le procédé FDM sont susceptibles de présenter des lignes de couches visibles, donc une opération de finition est souvent nécessaire pour obtenir un aspect de surface lisse. De plus, le mécanisme d'adhérence de la couche rend les pièces issues du procédé FDM intrinsèquement anisotropes. Cela signifie qu'elles seront plus fragiles dans une direction et qu'elles ne seront généralement pas adaptées aux applications critiques.
- Solidification par la lumière (flashage UV, laser...)
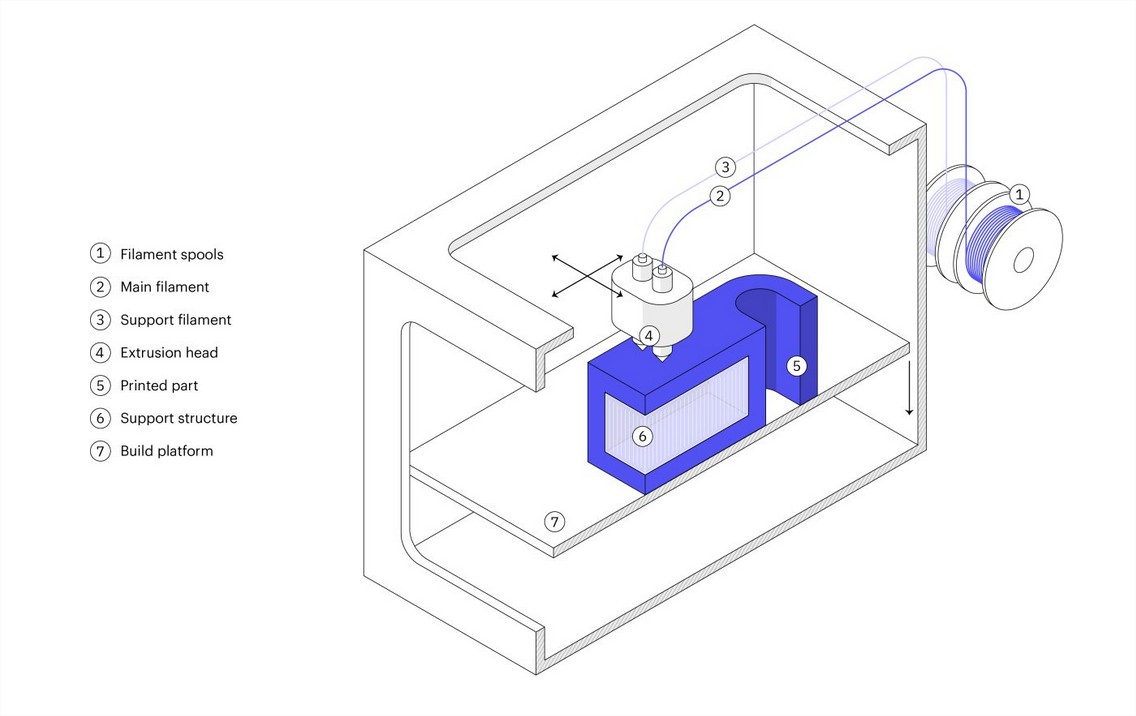
DLP (Digital Light Printing) par matrice UV-LCD :

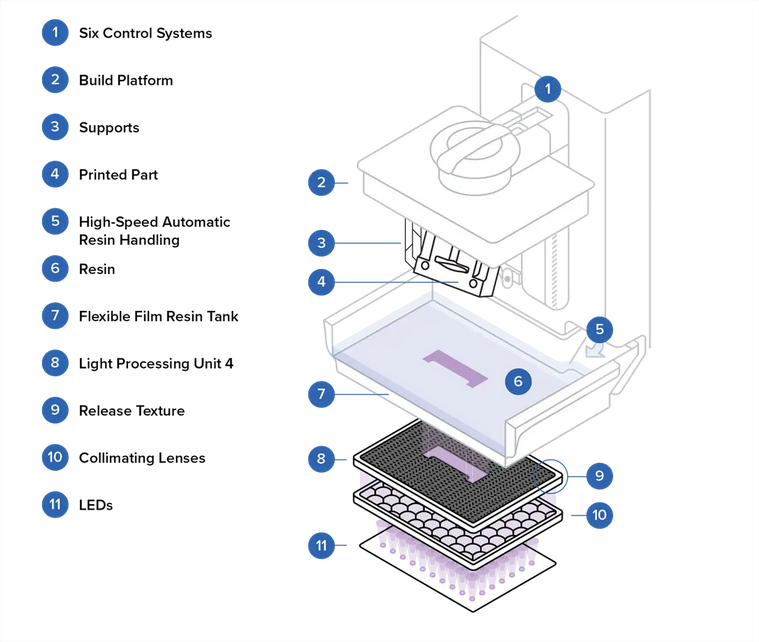
En DLP, le procédé fonctionne à partir d’un un bac avec un fond transparent rempli d'une résine photoréactive et une plateforme de fabrication qui descend dans ce bac pour créer la pièce à l'envers, couche par couche. Ces couches seront sélectivement exposées à la lumière UV qui va ainsi solidifier la résine pour former de fines strates les unes par dessus les autres jusqu’à former un objet. Dans le procédé DLP du lycée, un projecteur de lumière UV (405nm) est combiné à une matrice de pixels sur écran LCD et va projeter une seule image de chaque couche sur la résine dans l’ensemble de la plateforme de fabrication. L’image de chaque couche est donc un ensemble de micro- pixels carrés. Cette technologie est actuellement l'une des plus rapide du marché pour l’impression 3D résine.
La différence est la source lumineuse. Les imprimantes 3D DLP utilisent un projecteur à écran numérique qui va projeter une image de la couche sur l’ensemble de la plateforme de fabrication, polymérisant tous les points de la couche simultanément.

Les objets sont imprimés par durcissement successif des couches de résine. Cette technique peut aisément imprimer des pièces techniques industrielles, des bijoux très fins, des jouets, des figurines, etc. L’utilisation de résines bio-compatibles est possible avec cette imprimante pour les applications médicales. (exemples : guide chirurgical, orthodontie, prothèse dentaire, prothèse auditive, etc.).
La stéréolithographie masquée (MSLA) désigne tout processus de photopolymérisation dans lequel la source de lumière est sélectivement masquée ou couverte pour l'impression 3D. Le terme est souvent utilisé comme synonyme d'impression 3D LCD, car les imprimantes MSLA utilisent généralement des écrans LCD pour masquer la lumière et ne durcir que la forme souhaitée. Cependant, le MSLA peut également inclure d'autres technologies, car il signifie simplement impression 3D résine masquée, quels que soient le type de source lumineuse et la technique de masquage.
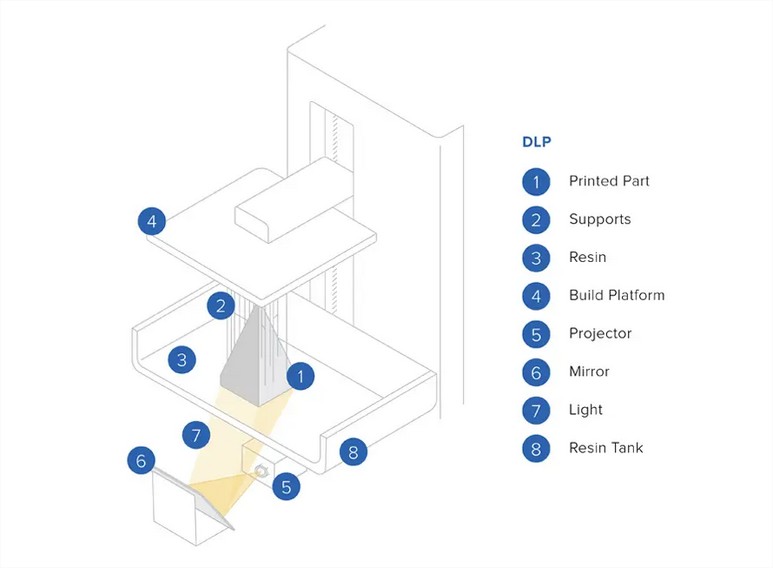
SLA (Stéréolithographie)
Inventée dans les années 80, la stéréolithographie (SLA) fut le premier procédé de fabrication additive, et reste aujourd’hui l’une des technologies d’impression 3D les plus prisées par les professionnels. Le SLA utilise un laser afin de transformer une résine liquide en un plastique solide, grâce au procédé de photo-polymérisation.
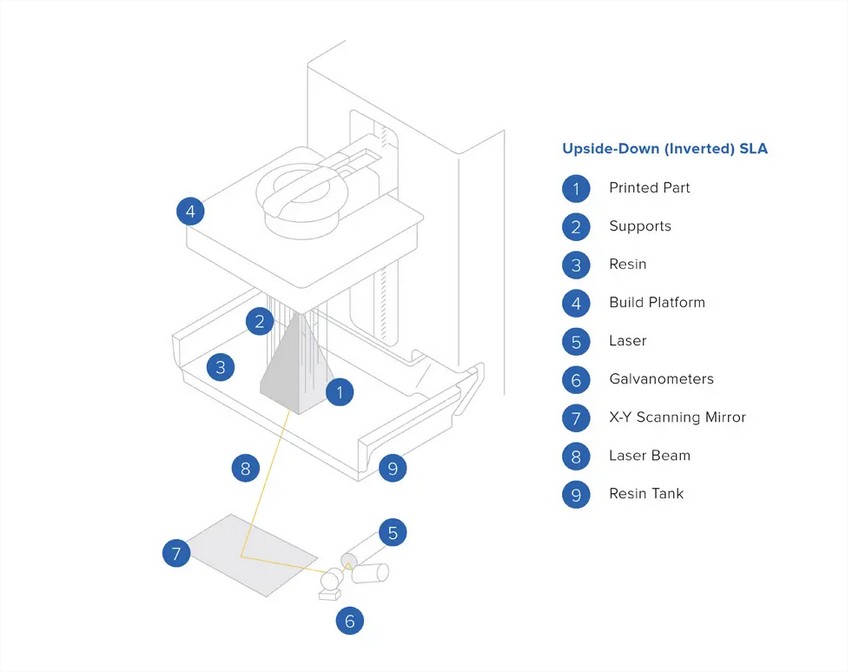
De tous les technologies d’impression 3D, la stéréolithographie est celui qui produit des pièces avec la plus haute résolution et précision, les détails les plus fins et une excellente finition de surface.
Comparaison de pièces réalisées avec les procédés SLS et DLP:
Les procédés d'impression 3D par stéréolithographie (SLA) et traitement numérique de la lumière (DLP) sont les deux techniques les plus courantes pour l'impression 3D avec résine.

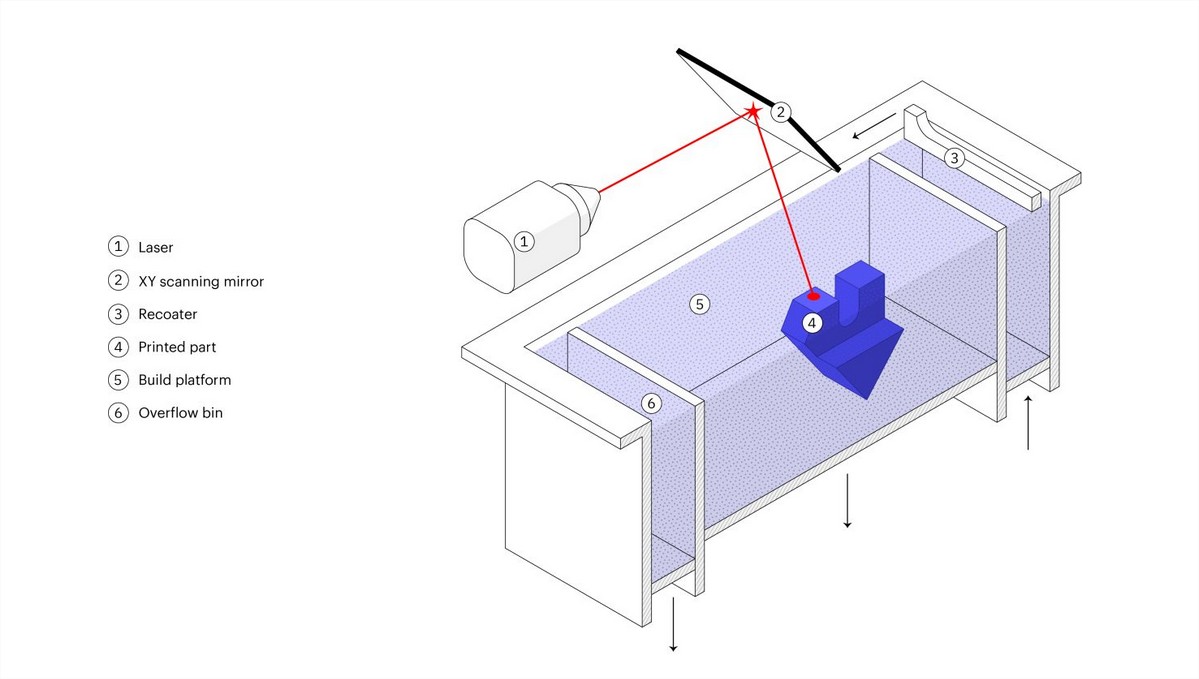
SLS (Frittage Laser Sélectif)
Le procédé de fabrication additive par frittage laser sélectif est le plus utilisé dans l’industrie. Il repose sur la fusion d’un matériau sous forme de poudre. Les imprimantes 3D SLS utilisent un laser haute puissance pour faire fusionner de petites particules de poudre polymère. La poudre non fusionnée supporte la pièce pendant l’impression, ce qui élimine le besoin de supports spéciaux. C’est pourquoi le procédé SLS convient parfaitement aux pièces à géométrie complexe, notamment lorsqu’elles présentent des détails internes, des parois minces ou des formes négatives(contre-dépouilles). Les pièces imprimées en SLS présentent d’excellentes caractéristiques mécaniques et une solidité similaire à celle de pièces moulées par injection. Elles sont donc idéales pour les pièces fonctionnelles et les prototypes.
– L’agglomération par collage / jet de liant :
Le procédé par jet de liant est une technologie flexible avec des applications diverses, allant de l'impression 3D de pièces métalliques à faible coût, au prototypage en couleur et à la production de grands moules en sable.
Dans le procédé par jet de liant, une fine couche de poudre (métal, acrylique ou grès) est d'abord déposée sur la plate-forme d'impression. Des gouttelettes d'adhésif sont ensuite éjectées par une tête d'impression pour sélectionner les particules de poudre à lier ensemble et former une pièce couche après couche.
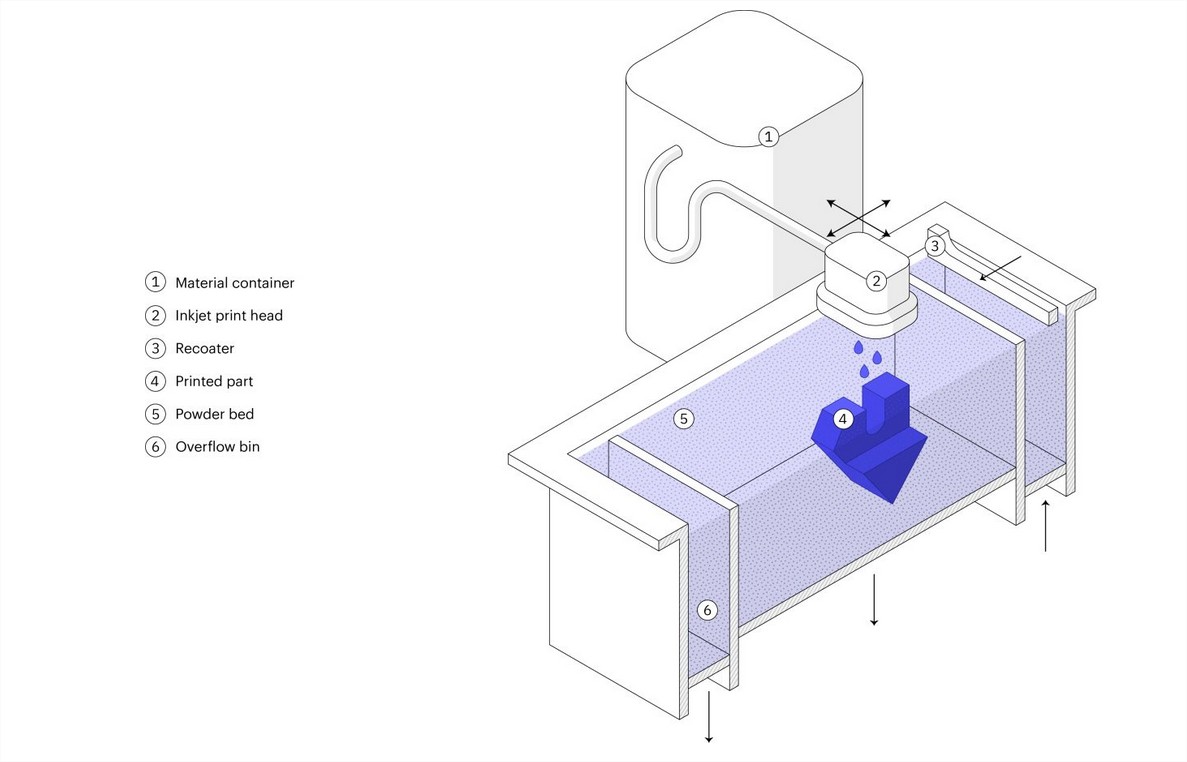
Une fois l'impression terminée, la pièce est retirée de la poudre et nettoyée. A ce stade, elle est très fragile et nécessite un post-traitement supplémentaire. Pour les pièces métalliques, il s'agit d'un frittage thermique (similaire au moulage par injection de métal) ou d'une infiltration avec un métal à bas point de fusion (par exemple, le bronze), tandis que les pièces colorées reçoivent une infiltration d'adhésif cyanoacrylate.